




Продукция





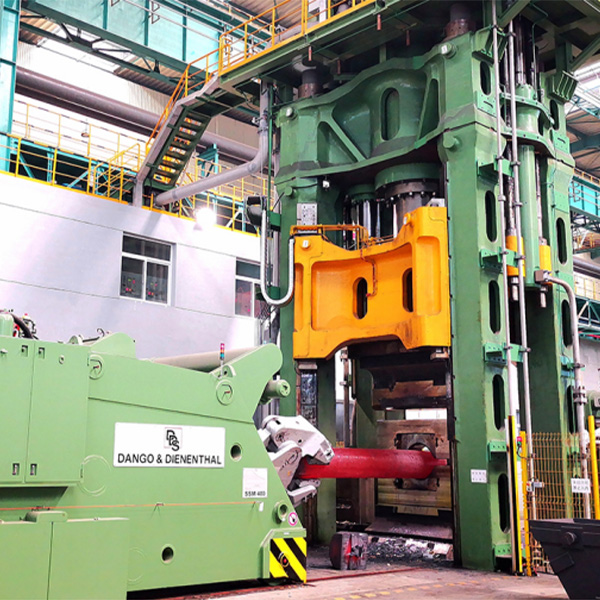
















Cr12MoV кованая плоская заготовка
Холодноштамповая сталь, прокаливаемость, твёрдость после закалки и отпуска, износостойкость и прочность выше, чем у стали D3. Различные холодноштамповочные штампы и инструменты со сложной формой и тяжёлыми условиями работы, такие как пробивные штампы, обрезные штампы, закаточные штампы, штампы для глубокой вытяжки стали, дисковые пилы, стандартные инструменты и калибры, резьбонакатные плашки и т.д.
Описание
маркер
Описание продукта
Марка: Пиньсинь
Страна происхождения: Хуанши
Срок поставки: в течение 30-45 дней
Объём поставки: 5000 тонн в месяц
Холодноштамповая сталь, прокаливаемость, твёрдость после закалки и отпуска, износостойкость и прочность выше, чем у стали D3. Различные холодноштамповочные штампы и инструменты со сложной формой и тяжёлыми условиями работы, такие как пробивные штампы, обрезные штампы, закаточные штампы, штампы для глубокой вытяжки стали, дисковые пилы, стандартные инструменты и калибры, резьбонакатные плашки и т.д.
Cr12MoV Химический состав (%):
| C | Mn | Si | Cr | V | Mo | P | S |
| 1.50-1.70 | ≤0.40 | ≤0.40 | 11.0-12.5 | 0.15-0.30 | 0.40-0.60 | ≤0.03 | ≤0.03 |
Область применения
Холодноштамповая сталь, прокаливаемость, твёрдость после закалки и отпуска, износостойкость и прочность стали выше, чем у D3. Применяется для изготовления различных холодноштамповочных штампов и инструментов с большим поперечным сечением, сложной формой и тяжёлыми условиями работы, таких как пробивные штампы, обрезные штампы, закаточные штампы, штампы для глубокой вытяжки стального листа, дисковые пилы, стандартные инструменты и калибры, резьбонакатные плашки и т.д.
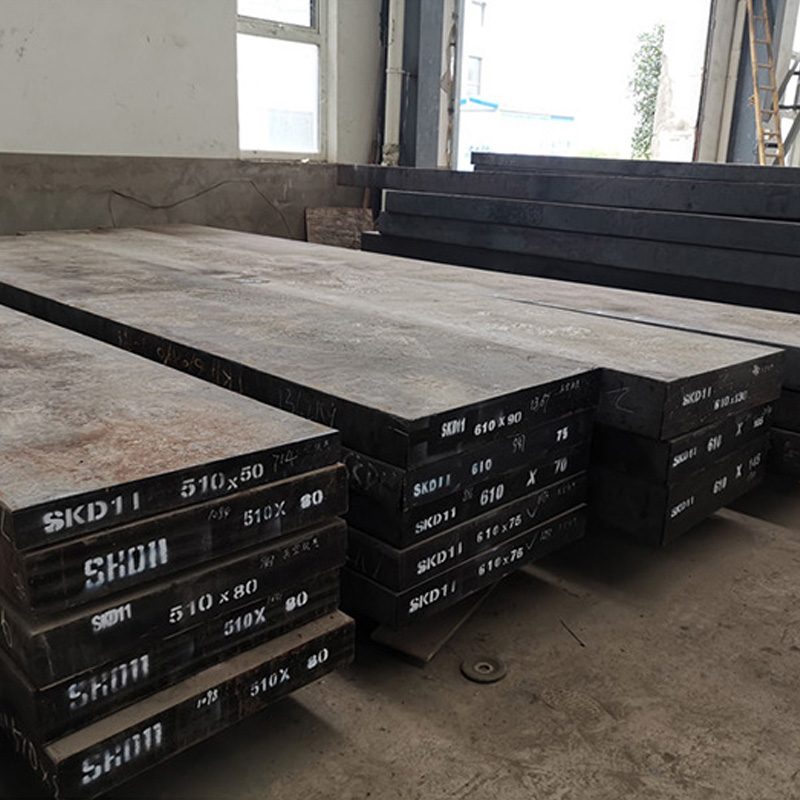
Cr12MoV Виды поставки
Ассортимент поставки включает горячекатаный материал, кованый материал, холоднотянутый материал, горячекатаный стальной лист и холоднотянутую стальную проволоку
Cr12MoV Соответствие марок
Китайский стандарт GB: Cr12MoV, Китайский стандарт CNS Тайвань: SKD11, Немецкий стандарт DIN номер материала: 1.2601, Немецкий стандарт DIN марка: X165CrMoV12, Японский стандарт JIS: SKD11, Южнокорейский стандарт KS: STD11, Итальянский стандарт UNI: X165CrMoW12KU, Шведский стандарт SS: 2310, Испанский стандарт UNE: X160CrMoV12, Американский стандарт AISI/SAE: D2, Российский стандарт ГОСТ: Х12М.
Cr12MoV Физические свойства
Производство методом вакуумного рафинирования в электропечи, кованая заготовка, равномерное распределение эвтектических карбидов, высокая прокаливаемость, высокая износостойкость, высокая вязкость и малая объёмная деформация при закалке. Поэтому рыночное потребление данной стали очень велико.
① Снижение содержания Cr, Mo, V напрямую уменьшает себестоимость, но также серьёзно влияет на характеристики, например, использование Cr8, D3 вместо Cr12MoV.
② Изменение метода производства, использование индукционной печи вместо рафинирования в электропечи приводит к избыточному содержанию примесей в компонентах; использование метода непрерывной разливки вместо сфероидизирующего отжига, уменьшение степени обжатия при прокатке и другие методы снижения себестоимости. В конечном итоге заказчик не может достичь ожидаемого эффекта при использовании материала, срок службы штампа сокращается, что может напрямую привести к трещинам и браку.
Cr12MoV Механические свойства
Твёрдость: отжиг 255-207 HB (14-25 HRC), диаметр отпечатка 3,8-4,2 мм; закалка ≥60 HRC
Применение Cr12MoV
Прокаливаемость, твёрдость, прочность и вязкость штамповой стали Cr12MoV после закалки и отпуска выше, чем у D3. Изделия диаметром до 300-400 мм могут быть полностью закалены, деформация при закалке небольшая, но высокотемпературная пластичность низкая. Cr12MoV в основном используется для изготовления сложных штампов и инструментов с большим поперечным сечением, сложной формой и высокой нагрузкой, таких как пробивные штампы, обрезные штампы, закаточные штампы, для стального листа и т.д.
Режим термической обработки
1.Закалка, 950-1000°C, охлаждение в масле;
2.Закалка 1020°C, отпуск при 200°C в течение 2 ч.
Микроструктура: мелкозернистый перлит + карбиды.
Состояние поставки: Сталь поставляется в отожжённом состоянии.
Режим разупрочнения заготовок для холодного экструзионного формования
Защитный нагрев с использованием стальной стружки, температура 760-780°C, время 10 ч, охлаждение с печью, твёрдость 196 HBW, обеспечивается возможность успешного холодного экструдирования.
Обычный изотермический режим сфероидизирующего отжига
850-870°C × 3-4 ч, охлаждение до 740-760°C × 4-5 ч, изотермическая выдержка с печью, охлаждение на воздухе после выгрузки из печи, твёрдость ≤241 HBW, класс эвтектических карбидов ≤3.
Оптимальная изотермическая температура 740-760°C, время ≥4-5 ч.
Режим сфероидизирующего отжига
(860±10)°C × 2-4 ч, охлаждение с печью со скоростью 30°C/ч, (740±10)°C × 4-6 ч, медленное охлаждение с печью до 500-600°C, затем охлаждение на воздухе после выгрузки из печи. Твёрдость 207-255 HBW.
связаться с нами
Сопутствующие популярные продукты
1.2714
55NiCrMoV7/1.2714 — это легированная никелем штамповая сталь, обладающая исключительной вязкостью и хорошей прокаливаемостью с очень незначительным изменением размеров после термической обработки.

1.2367 прутки ЭШП
DIN 1.2367 ESR — это легированная хромом, молибденом и ванадием горячештамповая инструментальная сталь с высокой устойчивостью к термической усталости. Она была рафинирована методом электрошлакового переплава (ESR) для обеспечения высочайших стандартов качества с точки зрения размера зерна, сегрегации, микрочистоты и чистоты.

Стальная и металлическая втулка
Миниатюрные линейные втулочные подшипники IKO — это сверхмалые механизмы линейного перемещения, которые вращаются вместе с валом и совершают неограниченное прямолинейное движение вдоль оси при контакте.

1.2344
Сталь Din 1.2344 — это высококачественная горячештамповая инструментальная сталь, относящаяся к классу высококачественных легированных инструментальных сталей с высоким содержанием углерода. Твёрдость после масляной закалки и отпуска составляет 45 HRC. Твёрдость стали DIN 1.2344 в состоянии поставки после отжига — менее 250 HB.

Коуш для стального каната
Нержавеющая сталь: 303, 304, 304L, 316, 316L, 416, 420, 310 и др. Углеродистая сталь: 20#, 45#, 12L14, 1215, Q235, 40Cr, 25CrMo и др. Алюминий: 5052, 6061-T6, 6061-T4, 6082-T6, 6063-T6 и др.

Конструкционная углеродистая сталь
Сталь C45 — это универсальная среднеуглеродистая сталь, поставляемая в состоянии прокатки. Она может быть дополнительно термически обработана для достижения определенных механических свойств. Содержание углерода 0,45% не благоприятствует сварке. Однако она может быть сварена с соответствующей предварительной и последующей термической обработкой сварного шва.

DC53
DC-53 является универсальной штамповой сталью для холодной обработки, обладающей превосходной прочностью и вязкостью, приближающимися к характеристикам быстрорежущих сталей. DC53 представляет собой улучшенную версию легированной инструментальной стали D-2.

1.2083 зеркальная сталь
Штамповая сталь 1.2083 — это специальная сталь немецкой компании Buderus, пластиковая штамповая сталь. Данная сталь является высокохромистой нержавеющей сталью с содержанием Cr до 15%, обладает превосходной износостойкостью, кислотостойкостью и хорошей полируемостью, а также хорошей обрабатываемостью.

1.2842
Сталь DIN 1.2842 90MnCrV8 подходит для режущих и пробивных инструментов, небольших ножниц, резьбонарезных колец и губок, развёрток, измерительных инструментов, ползунов, направляющих, пластиковых и резиновых форм.

1.2601
Сталь 1.2601 относится к группе инструментальных сталей для холодной работы, имеет высокое содержание хрома, обладает высокой твёрдостью и износостойкостью к истиранию и адгезии, а также высокой размерной стабильностью при термической обработке.
Точное литьё из жаропрочного сплава
Предприятие является одним из первых в Китае, освоивших промышленное производство изделий методом инвестиционного литья из жаропрочных сплавов. Номенклатура продукции точного литья расширена с жаропрочных сплавов на алюминиевые, магниевые, титановые легкие сплавы и интерметаллидные соединения на основе титана и алюминия и на основе никеля и алюминия.
DC53 сталь
Остаточное напряжение после проволочной электроэрозионной обработки снимается высокотемпературным отпуском для снижения остаточных напряжений. Таким образом, трещины и деформации после обработки проволокой крупных штампов и штампов, требующих точности, подавляются.

1.2510
Износостойкие недеформирующиеся холодные штампы, такие как штампы для штамповки листовых материалов, штампы для тиснения ювелирных изделий. Различные штампы для штамповки металлов и формовочные инструменты, такие как вырубные штампы, втулки штампов.

1.2343
Область применения стали 1.2343 ESU (X37CrMoV5-1): литейные формы под давлением для обработки легких металлов, цилиндры и поршни для машин с холодной камерой, инструменты для экструзии металлов и т.д.

4140 цементуемая конструкционная сталь
4140 — легированная конструкционная сталь. Эта сталь обладает хорошей обрабатываемостью и малой деформацией при обработке. Усталостная прочность стали 4140 довольно высокая. Это среднезакаливаемая сталь. 4140 имеет хорошую прочность и хорошие комплексные механические свойства после термической обработки.
1.2581 сталь
Вольфрамовые горячештамповые инструментальные стали бывают разных типов, а именно типы H21–H26. Эти горячештамповые инструментальные стали обладают характеристиками, сходными с быстрорежущими инструментальными сталями. Основными легирующими элементами в вольфрамовой горячештамповой инструментальной стали являются вольфрам, хром, углерод и ванадий.